

溶接加工によるコストダウンのポイント
☆溶接位置の変更によるコストダウンのポイント
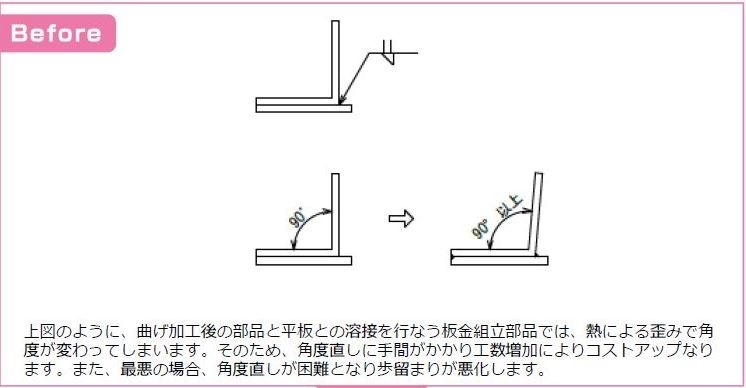
before
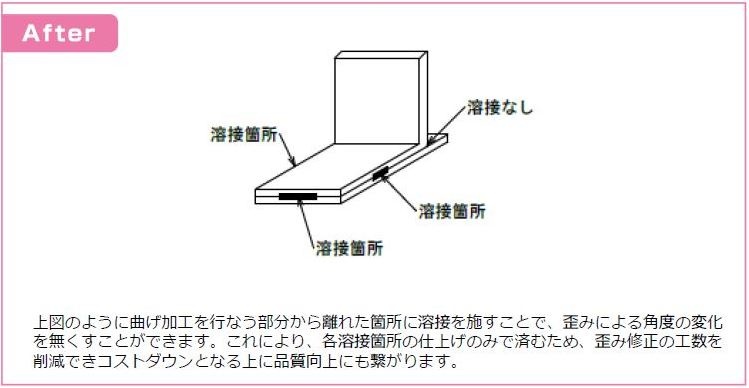
after
▼ポイント
板金組立部品の溶接加工においては、熱による歪みが発生します。特にステンレスなどの溶接熱による歪みが起こりやすい素材の場合には、当事例のように歪み後の形状を加味して、溶接位置を変更することが有効です。角度直しが楽になり工数を削減することができるためです。設計者は板金加工の上記のような特徴を知っておくとVA・VE設計に役立てれます。
※板金組立部品 VA・VE設計技術ハンドブックより一部抜粋