

曲げ加工によるコストダウンのポイント
☆タップ・穴への曲げ溝干渉回避のポイント
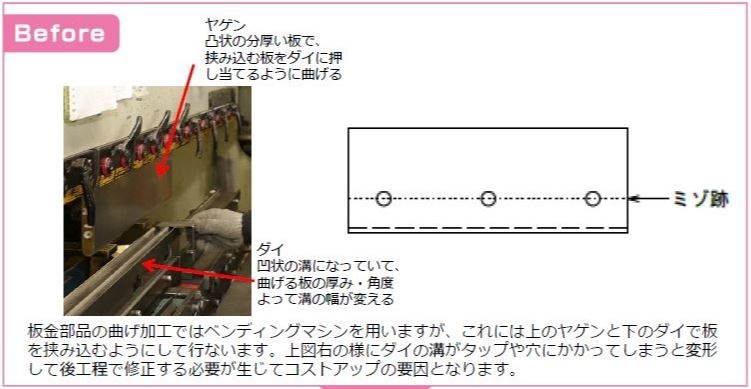
before
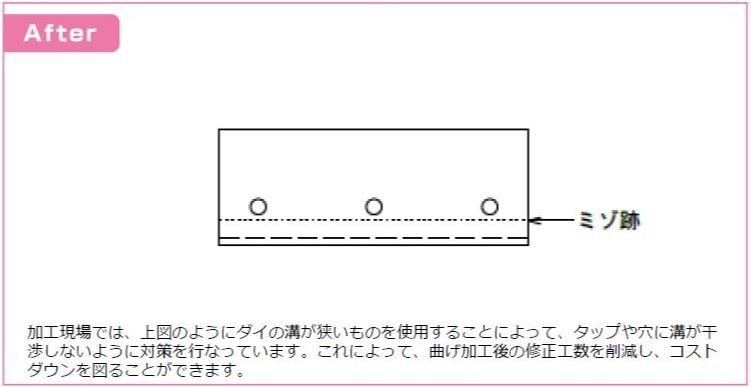
after
▼ポイント
板金部品の曲げ加工では、穴の位置を加味して作業を工夫しています。当事例の場合は、ベンディングマシンで使用するダイの溝幅がタップや穴にかかることを避けて作業を行っています。曲げる箇所がタップや穴と近い場所には溝幅がかかってしまうことを避けられないケースもあります。設計者には上記のような事情を理解することで加工を踏まえた設計を行えます。
※板金組立部品 VA・VE設計技術ハンドブックより一部抜粋